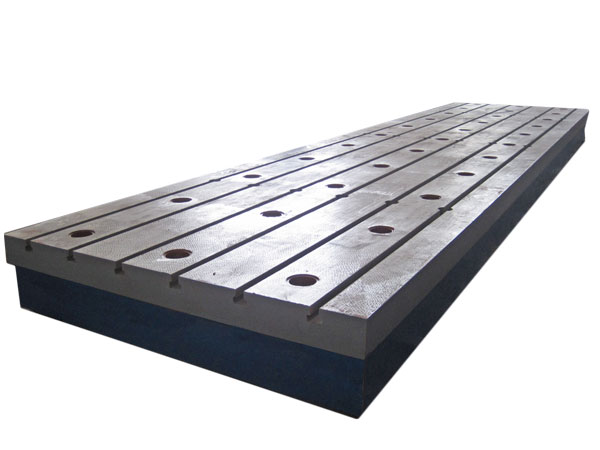
铸铁平台作为工业测量、装配的基准装备,其性能与精度取决于生产全流程的每一个细节。建新铸造通过二十余年的工艺积淀,形成了一套涵盖原料筛选、熔炼控制、铸造成型、热处理时效、精密加工及质量检测的全工序管控体系,确保每台平台的平面度、硬度等关键指标达到行业领先水平。
原料筛选:奠定品质基石的第一道防线
铸铁平台的性能始于优质原料的选择。建新铸造采用的原生铸铁锭需经过三重检测:首先通过光谱分析仪测定碳、硅、锰等元素含量,确保灰铸铁原料中碳含量稳定在 2.9%-3.5%、硅含量 1.2%-2.0%,这一配比能平衡平台的强度与减震性;其次对原料进行金相组织抽检,要求石墨形态呈均匀分布的片状(灰铸铁)或球状(球墨铸铁),不允许出现密集型渗碳体;最后通过超声波探伤排查原料内部的气孔、裂纹等缺陷,不合格原料直接剔除。
对于球墨铸铁平台,还需严格控制球化剂(如镁合金)的纯度,要求镁含量≥85%,并通过预处理去除其中的硫、铅等有害元素 —— 这些元素会导致球化衰退,影响平台的韧性。
熔炼控制:精准调控铸就均匀材质
熔炼环节是决定铸铁成分均匀性的核心。建新铸造采用 10 吨中频感应电炉,通过智能温控系统将炉温稳定在 1450±10℃:温度过低会导致元素溶解不充分,形成成分偏析;过高则会增加氧化烧损。熔炼过程中,每 30 分钟取样一次,通过快速热分析仪测定铁水的碳当量(CE 值),确保灰铸铁 CE 值在 4.2%-4.6%,球墨铸铁在 4.0%-4.4%,以此保证铁水的流动性和铸造性能。
对于球墨铸铁的熔炼,在出铁前 5 分钟加入球化剂和孕育剂(硅铁),通过 “冲入法” 实现石墨球化:球化剂加入量为铁水重量的 1.2%-1.5%,孕育剂为 0.8%-1.0%,并通过搅拌装置确保反应充分。出铁时采用随流孕育技术,进一步细化石墨颗粒,提升材质的力学性能。
铸造成型:砂型工艺决定初始精度
建新铸造根据平台规格采用不同的铸造工艺:小型平台(≤2 米)采用树脂砂型,中型平台(2-5 米)采用水玻璃砂型,大型平台(>5 米)则采用复合砂型(面砂为树脂砂,背砂为水玻璃砂)。砂型的紧实度控制在 70-80AFS,通过全自动砂型成型机实现均匀紧实,避免因砂型密度不均导致铸件缩孔。
浇注过程采用阶梯式浇注系统,大型平台设置 3-5 个内浇口,确保铁水平稳充型,充型时间控制在 30-60 秒(根据平台厚度调整)。浇注温度严格控制在 1380-1420℃,低温浇注可减少氧化和收缩,但易产生浇不足;高温浇注则会增加砂型侵蚀,需通过智能浇注机器人精准把控。
热处理时效:消除内应力的关键工序
铸件冷却至室温后,需立即进行去应力退火处理。建新铸造的连续式退火炉采用三段式温控:200℃以下缓慢升温(≤50℃/h),避免温差过大产生新应力;600-650℃恒温 4-8 小时(根据平台厚度,每 100mm 增加 1 小时),使铸件内部应力充分释放;随后随炉冷却至 200℃以下方可出炉。
对于精度等级 0 级、1 级的平台,还需进行人工时效处理:将平台放置在恒温(20±2℃)、恒湿(50±5% RH)的时效室中,静置 30 天,通过自然时效进一步稳定尺寸。过程中每天测量平台的变形量,直至连续 5 天变形量≤0.01mm/m,方可进入下道工序。
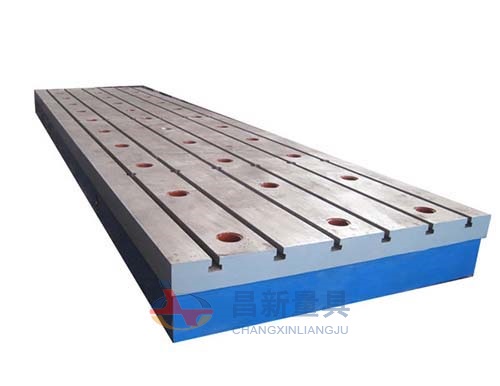
精密加工:多工序联动实现微米级精度
加工环节分为粗加工、半精加工和精加工三个阶段。粗加工采用龙门铣床去除铸件表面的氧化皮和多余余量,保留 5-8mm 加工余量;半精加工使用数控铣床,通过激光干涉仪实时补偿进给误差,将平面度控制在 0.1mm/m 以内;精加工则采用高精度磨削工艺,M7130 型平面磨床配备进口砂轮(粒度 80#-120#),磨削进给量控制在 0.01-0.03mm / 次,最终使平台的平面度达到 0 级(≤0.02mm/m)。
加工过程中需严格控制切削液的浓度(5%-8%)和温度(25±3℃),避免因热变形影响精度。每道加工工序后,都要使用合像水平仪进行检测,确保前道工序误差不传递至下道工序。
质量检测:全项核验保障最终品质
成品检测执行 “三检制”:自检环节由操作工使用百分表检测平面度;专检环节通过电子水平仪(精度 0.001mm/m)和硬度计(洛氏 HRC 或布氏 HB)全面检测;终检环节则在恒温实验室(20±1℃)中,采用激光跟踪仪进行三维精度扫描,生成精度报告。
对于客户定制的特殊平台,还需进行载荷测试:在平台表面均匀施加 1.2 倍额定载荷,保持 24 小时后重新检测平面度,变形量需≤0.03mm/m。所有检测数据存入产品档案,实现质量可追溯。
从原料到成品,建新铸造通过 28 道关键工序的精细化管控,使铸铁平台的合格率稳定在 99.5% 以上。这一全工序质量控制体系,既是对客户需求的精准响应,也是建新铸造 “精工铸品” 理念的最佳诠释。
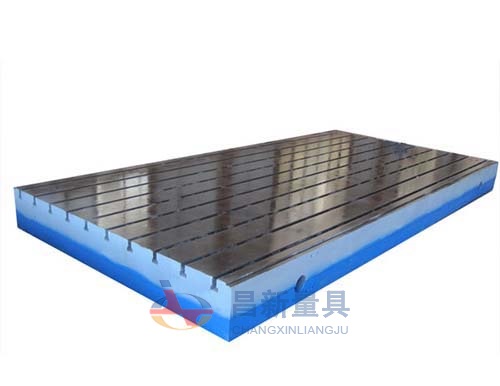
焊接平台的核心规格参数详解
做加工的选择焊接平台,选不对易变形、精度不足影响加工,还会增加返工成本。无需被专业术语困扰,核心只需关注三点:材质、精度、承载重量。本文用直白语言说明不同场景的选择方法,帮助快速匹配自身需求。.....
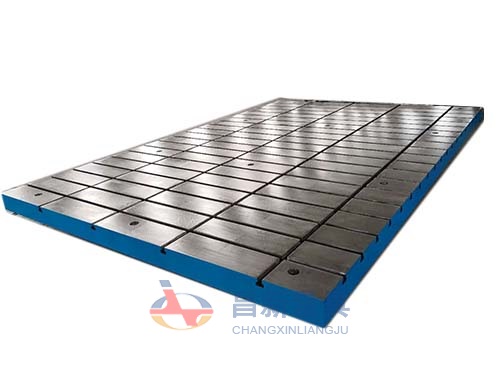
焊接平台尺寸选型指南:如何匹配工件大小与作业场景
一、核心选型原则平台实际可用面积需比工件最大平放面积多留合理余量,常规场景留 30% 操作空间(含夹具安装、工件微调),特殊场景(变位机配合、异形件焊接)留 50%,避免焊接时发生干涉。二、分场景选型方法(附实例)场景 1:单件小工件焊接(如支架、小型法兰)工件特点尺寸小(常见 300mm×500mm、400mm×600mm),........
焊接平台安装调试指南
一、安装前准备(3 项核心检查)1.场地要求:地面需平整(高低差≤5mm/㎡),承重能力≥平台额定承重的 1.2 倍(如 2000kg/㎡平台,地面需能承受 2400kg/㎡);远离振动源(如冲床、切割机),避免焊接时平台共振;预留操作空间:平台四周至少留 80cm 通道,方便调试和焊接作业。2.工具准备:框式水平仪(精度 0.02mm/m,........
铸铁平台的保养方法有哪些?能延长使用寿命吗?
做好铸铁平台的保养工作,不仅能保持其精度,还能显著延长使用寿命。日常保养需注意以下几点:清洁方面,每次使用后要及时清除平台表面的灰尘、油污和杂物,可用干净的抹布蘸取中性清洁剂擦拭,避免使用腐蚀性强的化学药剂;防锈处理,长期不使用时,需在平台表面涂抹防锈油,并覆盖防潮纸;放置规范,应将平台放在平整........
铸铁平台为什么会出现精度误差?如何避免?
在铸铁平台的使用过程中,精度误差是客户极为关注的问题。造成精度误差的原因主要有以下几点:首先,材料选择不当会影响平台的稳定性,若铸铁材料的强度和硬度不足,在长期使用中易发生变形,进而导致精度下降;其次,加工工艺不规范,比如铸造时冷却速度不均匀,会使平台内部存在应力,后续加工时就可能出现精度偏差;........
铸铁平台材质选择指南:从特性到场景的精准匹配
铸铁平台作为工业生产中不可或缺的基础装备,其材质选择直接决定了使用性能、寿命和适用场景。市场上常见的铸铁平台材质主要有灰铸铁和球墨铸铁两大类,二者在成分、性能和应用上存在显著差异。掌握不同材质的特性,结合实际需求进行选择,才能实现设备效能的最大化。灰铸铁:性价比之选,适配常规工业场景灰铸铁是目前........
铸铁平台的生产周期是多久?定制产品需要注意什么?
铸铁平台的生产周期受规格尺寸、精度等级、生产数量以及是否需要定制等因素影响。一般来说,标准规格和精度等级的铸铁平台,生产周期通常在 15 - 30 天左右;如果是大型平台或精度要求较高的产品,生产周期可能会延长至 30 - 60 天。铸铁平台的生产周期受规格尺寸、精度等级、生产数量以及是否需要定制等因素影响。一般........
铸铁平台与智能装备协同发展,推动工业自动化升级
在工业自动化快速发展的趋势下,铸铁平台与智能装备的协同发展成为新的热点。某自动化设备制造商推出了一款集成铸铁平台的智能装配工作站,该工作站将高精度铸铁平台作为基础工作平面,结合工业机器人、视觉检测系统和自动化控制系统,实现了零部件的高精度自动装配。在工业自动化快速发展的趋势下,铸铁平台与智能装备........